
What is Flux Cored Arc Welding (FCAW)?
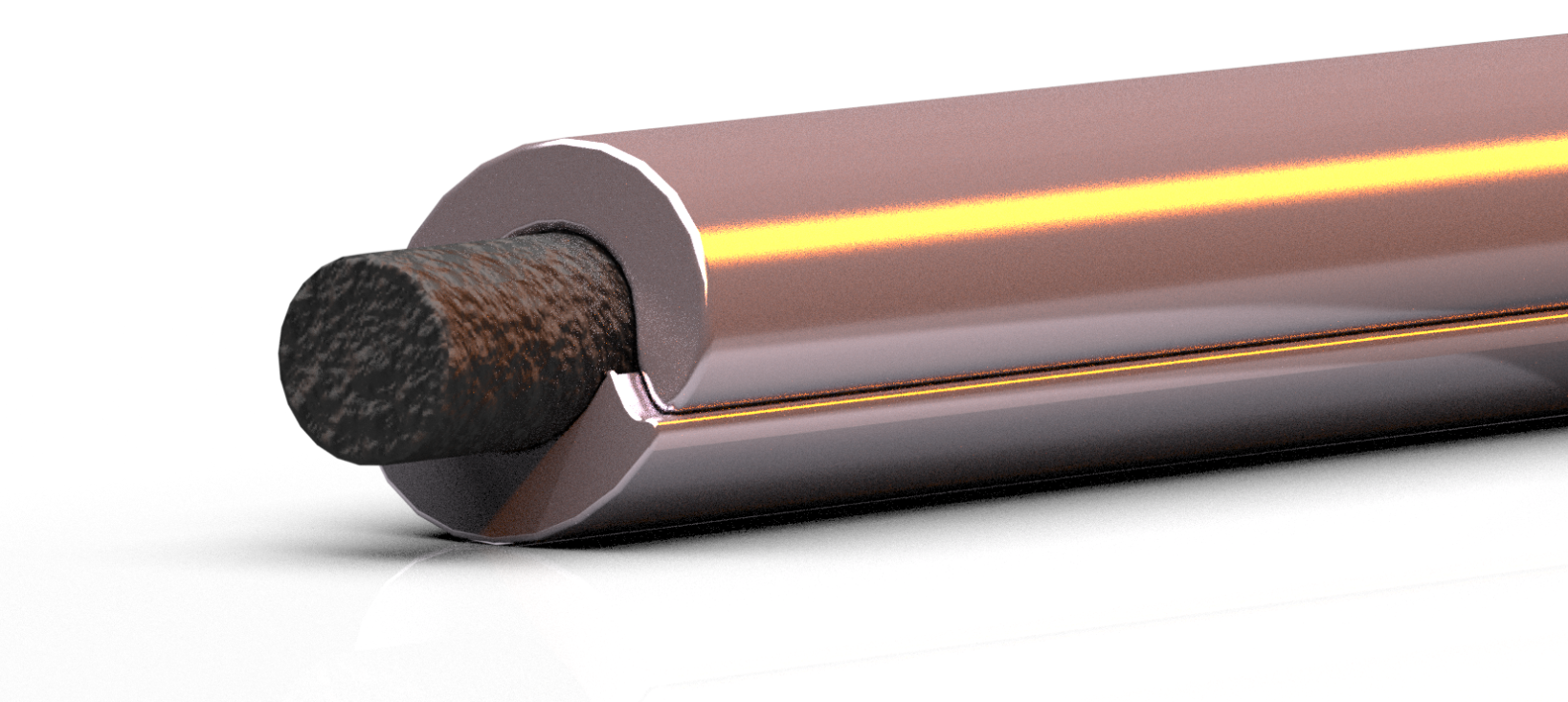
Flux core is an arc welding process that uses a tubular wire electrode with a flux-filled inner core. The American Welding Society calls this process “Flux Cored Arc Welding” or FCAW.
All flux core welding is done on equipment that is similar to (and sometime identical to) the equipment used in MIG or Gas Metal Arc Welding. If you are not familiar with MIG welding, you might want to watch our “What is MIG Welding” video before continuing. But you should understand that flux core welding has some important differences from MIG welding.
In flux core welding, the wire electrode is fed through a wire feed unit. Usually, this wire feeder requires knurled rollers that can grip the tubular wire without flattening or damaging it. This is different from the smooth rollers used with solid MIG welding wire.

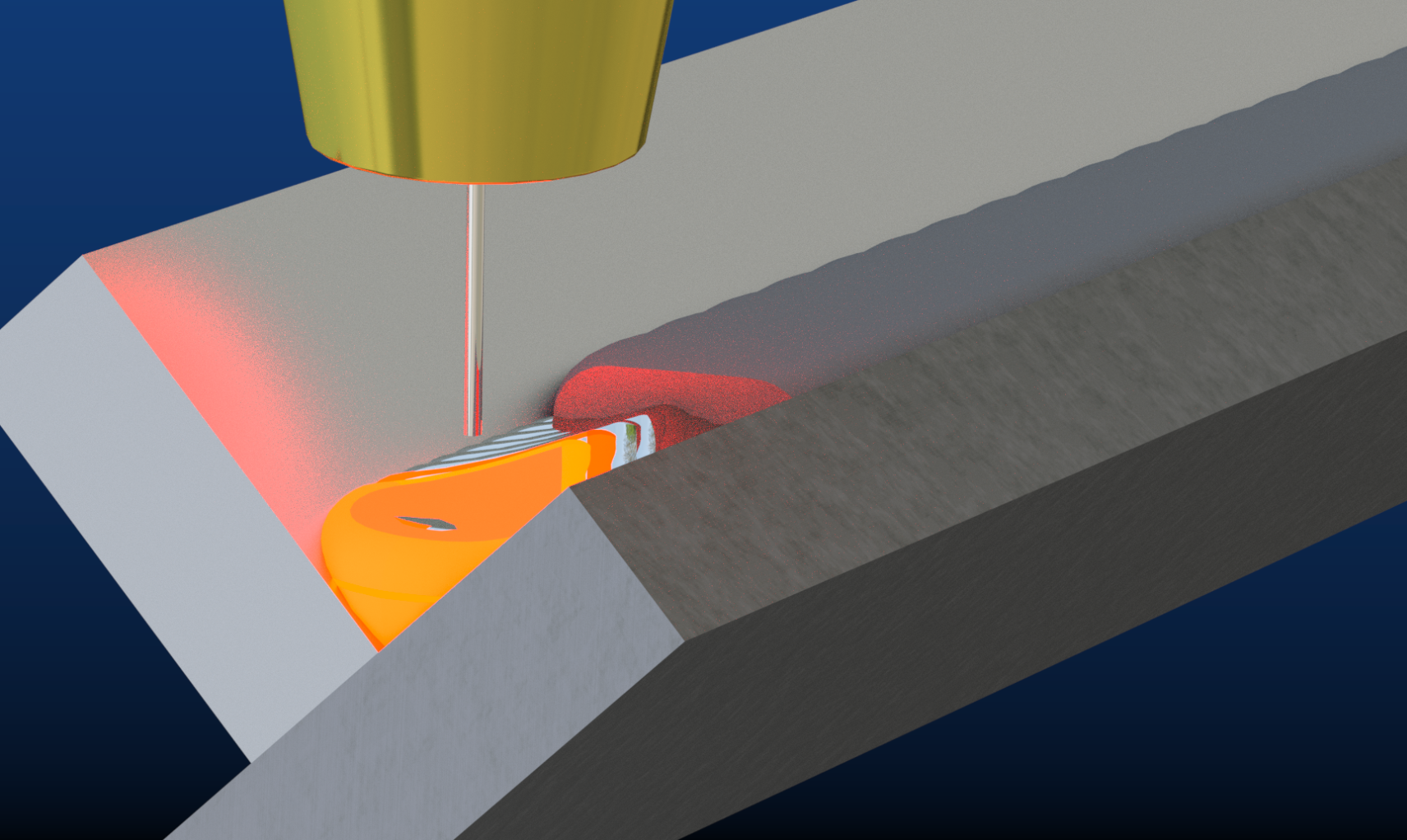
As in MIG welding, an electric arc forms between this wire electrode and the workpiece and heats both metals above their melting point. These metals mix together or “coalesce” and solidify to join the workpieces into a single piece. The metal in the parts to be joined is called the “base metal” and the metal that comes from the melting wire electrode is called “filler metal.” Because the wire electrode melts as it is being used, the Flux Core wire is called a “consumable electrode.” Flux core welding always adds filler metal to the joint.
The job of the flux that is inside the electrode depends on which type of flux cored process it was designed for. You see, there are two main types of flux core arc welding: Self shielded (known as FCAW-S) and Gas shielded (which is FCAW-G). You need to be sure you are using wire in the way it was designed to be used, because the chemistry behind these two processes is different.
Flux Cored electrodes that are designed to be self-shielded contain a flux that completely protects the molten weld pool. The flux in these electrodes creates a protective cloud that prevents gases like nitrogen and oxygen from reacting with the hot metal. One advantage of the self-shielded Flux core process is that the added cost and inconvenience of gas shielding equipment is eliminated. Also, self-shielded electrodes are less sensitive to drafts and breezes that easily contaminate gas-shielded processes like MIG welding. This can be a real advantage in some applications.
Electrodes designed to be gas-shielded rely on a secondary shielding gas to do the job of protecting the molten weld. The high pressure gas cylinders used for this process are of the same design as those used in MIG and TIG welding. The cylinders contain gas under extremely high pressure, and a device called a regulator brings the gas to a useable pressure. One of the most common gases used to shield Flux core is pure CO2. Other gases, such as a CO2/Argon blends are also used, but one advantage of FCAW-G is that low cost CO2 can be used to shield the weld.
Another benefit of gas shielded flux core is the high deposition rate that can be achieved with the combination of flux and gas. Flux core -G has the ability to lay down metal at a really fast rate.
In both self shielded and gas-shielded processes, the flux forms a thin layer of slag that protects the weld as it cools. This slag also helps the solidifying weld to take a consistent, low profile shape.
In flux core welding, all of the machine controls are set on the machine itself. The most important of these are polarity, wire speed and voltage. The trigger on the gun is just and on/off switch. For most flux core welding, the current is Direct Current or DC. DC is like the current flowing from a car battery. One wire is always the negative and one is always the positive.
In self-shielded flux core welding, the electrode is usually negative, and the workpiece is positive. The term DCEN is used for this, indicating that the current is DC, and the electrode is negative. You might also hear this called “straight polarity.”
In gas-shielded flux core welding, the electrode is usually positive, and the workpiece is negative. The term for this is DCEP, indicating that the current is DC, and the electrode is positive. This is also called “reverse polarity,” but DCEP is a more descriptive term.
Keep in mind that these are the most common settings, always check your manufacturer’s recommendations.
In an electric circuit the current flows in a loop. In Flux core welding, the current has to flow in a complete circle from the machine, to the gun, into the work, and back to the machine. A work lead is clamped to the work to complete the circuit from the workpiece back to the machine.
So in summary, Flux core is an electric arc welding process. It uses a consumable, tubular wire electrode that contains flux material inside of it. Filler metal is added to the weld automatically as the wire electrode melts.
In self-shielded flux core, the weld is protected by the flux itself, and in gas shielded flux core the shielding comes from a high pressure cylinder.

Recent Comments